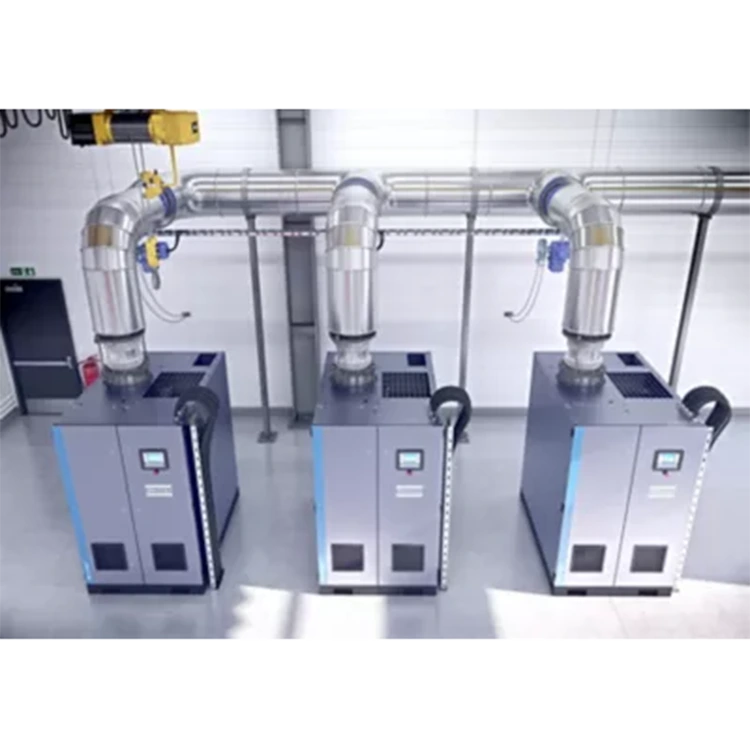
Ingersoll Rand successfully designed a heat recovery system for this company's single-unit oil-free screw compressed air system. The modifications included:
● Heat recovery retrofit for the oil-free screw compressor
● Skid-mounted heat recovery system
● Hot water circulation system
By modifying two Ingersoll Rand oil-free screw compressors and using insulation materials with aluminum cladding for all water circuits, heat loss in the pipelines was reduced. The compressor's second-stage suction temperature remained stable at around 40°C, ensuring stable operation of the compressor and heat recovery system. The single-unit-two-unit heat recovery system not only required less floor space but also reduced initial investment, resulting in a better return on investment.

Ingersoll Rand successfully designed a heat recovery system for the company's centrifugal compressed air system. The modifications included:
● Centrifugal compressor heat recovery retrofit
● High-efficiency heat exchanger
● Hot water circulation system
● Pumping system
After retrofitting multiple Ingersoll Rand 4500HP units, hot water at temperatures up to 90°C can be produced while ensuring safe air supply and stable compressor operation. Through meticulous system design and heat distribution, all recovered heat is fully utilized in various fields such as winter building heating, boiler feedwater preheating, and reverse osmosis pure water production, creating significant economic and social benefits.
Ingersoll Rand successfully designed a heat recovery system for the company's compressed air system. The modifications included:
● Internal water circulation heat exchange system for the compressor
● Heat recovery skid system
● Hot water storage tank
● Pumping system
Through technical modifications to the oil-free screw compressor, the heat previously discharged into the water was recovered. The heat recovery skid was connected in series with the compressor's water circuit, forming a closed loop. This provides the customer with a continuous supply of hot water in an open-loop manner, with the outlet temperature consistently above 70°C, fully meeting the customer's process water requirements and resulting in significant energy savings.

Ingersoll Rand successfully designed a compressed air heat recovery system for this company's oil-injected screw air compressors. The retrofit included:
● Compressor oil circuit circulation heat exchange system
● Secondary circulating water system
● Temperature control system
● Water pump and high-insulation pipe system
The compressed air heat recovery system was retrofitted to six 375kW and two 250kW oil-injected screw air compressors, saving a significant amount of high-temperature steam previously used for heating bath water. The compressed air heat recovery system employs a secondary heat exchange and constant-temperature water output mode. The hot water from the compressor's waste heat unit exchanges heat with the inlet water of the bathroom's main pipe through a secondary plate heat exchanger, fully meeting the temperature and volume requirements of the bathroom water supply.


Copyright © 2025 Dechuan Compressor (Shanghai) Co., Ltd. All Rights Reserved.