In the fields of integrated circuits and display panel manufacturing, the processing accuracy and production efficiency of precision components directly determine the competitiveness of the industry.
Recently, Atlas Copco completed the upgrading of the vacuum system for a domestic semiconductor core component supplier. By using the GHS 1900 VSD⁺ series intelligent variable-frequency vacuum pumps and centralized vacuum solutions, it effectively addressed the production challenges of the client, and empowered the upgrade of precision manufacturing with an efficient, stable, and energy-saving comprehensive solution.
This is an enterprise specializing in the research and production of high-end equipment components such as silicon, quartz, silicon carbide, and alumina ceramics. It also provides core surface treatment services such as melting and reclamation, and precise cleaning. The workshop has 220 CNC processing machines that rely on vacuum suction to fix the workpieces. Previously, this customer used vacuum generators to create negative pressure, but in high-precision processing scenarios, multiple bottlenecks gradually emerged:
Unstable vacuum pressure, frequent workpiece scrapes. The unstable and fluctuating vacuum pressure, along with low vacuum degree, causes the workpieces to lose their adhesion and leave the workstation during processing, resulting in product scrap.
Hundreds of vacuum generators, high energy consumption. The actual operating power consumption of the original equipment, with an installed power of 815KW, is as high as 740KW, seriously wasting energy.
High maintenance costs, affecting production capacity. Frequent failures and replacements of vacuum generators result in high maintenance costs, and frequent shutdowns lead to production losses.
High equipment noise, urgent need for improvement of working environment. Due to excessive equipment noise in the production workshop, the working environment deteriorates. The customer urgently needs an efficient and energy-saving renovation plan.

In response to the core demands of the customers, the Atlas Copco Vacuum experts team conducted multiple rounds of precise measurements and condition analyses on-site, and tailored a centralized vacuum solution that includes pipeline engineering, pre-treatment systems, vacuum pump sets, and intelligent control.
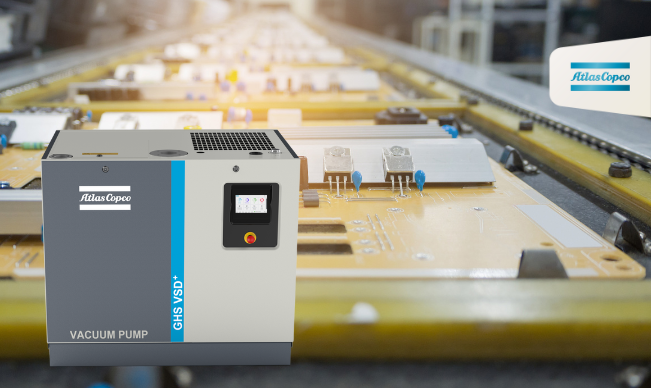
1. Intelligent variable frequency drive 2. Using a 1-out-of-2 backup scheme, three innovative GHS 1900 VSD⁺ oil-lubricated screw vacuum pumps were selected, and the "2-out-of-1 backup" configuration was adopted to ensure production continuity.
2. Rigorous testing, comprehensive upgrade
The installed power of the entire system is only 74KW, significantly reducing the energy consumption base compared to the original equipment. Through small-scale tests for the customers, the stability and energy-saving performance of the solution were highly recognized by the customers, and the comprehensive transformation was successfully initiated.
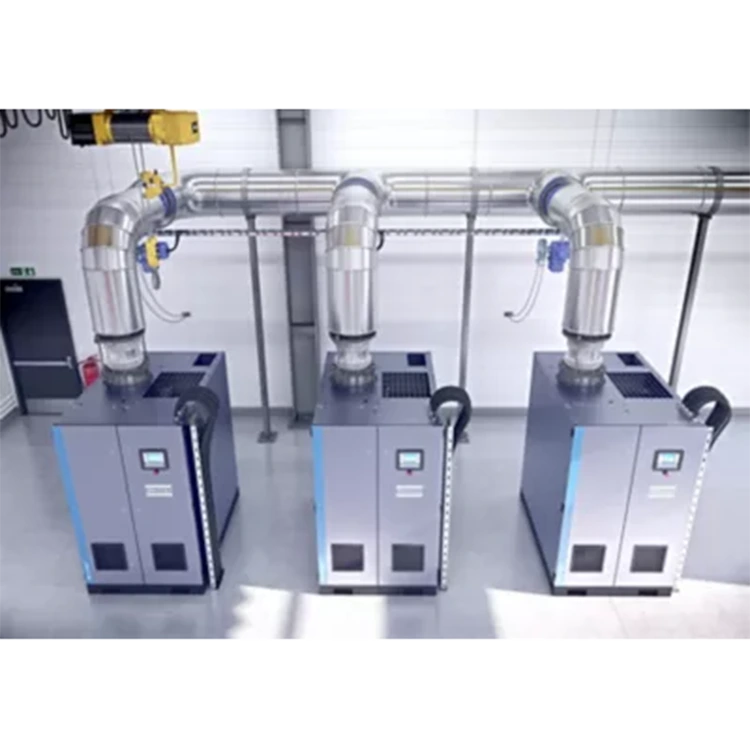
After two months of pipeline optimization and system debugging, the centralized vacuum system successfully replaced the original vacuum generator, achieving unified management of vacuum supply throughout the workshop.
Customer on-site photo

This renovation has brought multiple core benefits to the client of this enterprise:
The constant vacuum pressure setting has prevented the failure of adsorption, avoiding the scrapping of workpieces and providing a reliable guarantee for precision processing.
According to the on-site electricity meter measurement results, a 93.5% energy-saving effect was achieved, far exceeding the client's expectations.
The regular replacement process of the vacuum generator has been cancelled, significantly reducing maintenance, labor, and downtime losses, and significantly optimizing the total life cycle cost.
The low-noise design and centralized layout of the GHS VSD⁺ series products enable the equipment to be placed away from the production workshop and in a dedicated equipment room, improving the working environment of the client's workshop and aligning with the enterprise's green production concept.
The fully automated centralized sewage discharge function of this solution enables standardized sewage treatment, facilitating the upgrade of workshop management.
As an expert in vacuum technology, the Atlas Copco GHS VSD⁺ series of variable-frequency vacuum pumps, with its core advantages of energy saving, concentration and intelligence, has been widely adapted to various scenarios in precision manufacturing.
In the future, Atlas Copco will continue to respond to industry demands with customized solutions, helping enterprises steadily advance on the path of cost reduction and efficiency improvement, as well as green transformation, and jointly build the core competitiveness of high-end manufacturing.


Copyright © 2025 Dechuan Compressor (Shanghai) Co., Ltd. All Rights Reserved.